The baling press is the last step in the cotton ginning process and therefore has a significant role. At the Australian Food and Fibre (AFF) cotton processing facility in Hay, southern NSW, the output target for their baler is 900 bales of processed cotton per day. Over a typical 16-week processing window the plant runs 24/7. So when the baler went down recently, Motion was called in to find the reason – and a quick solution.
The baling press at AFF Hay uses servo-controlled hydraulic cylinders to manipulate and control the movement of the lint (cleaned) cotton into the baling chamber. In operation, the lint cotton is forced into the baling chamber by a pusher cylinder and after each load a vertically-oriented tramper cylinder descends, roughly compresses the lint cotton and returns to its rest position ready to compress the next load of product pushed into the cylinder.
When the baling chamber reaches full bale weight – which usually takes around seven charges – a third cylinder pushes up from underneath and compresses the cotton into a 227kg high-density bale ready for despatch.
To meet the AFF Hay production target, a bale is produced every 90 seconds. Over the course of two days, the operators of the baling machine noticed a deterioration in the operation of the pusher cylinder. According to the operators, sometimes the pusher was working fine, but at other times it wasn’t positioning properly and it just “wasn’t performing quite as we have come to expect.”
To investigate the problem a remote connection was established from a Motion diagnostic computer to a development computer at site. This allowed access to the motion controller that orchestrates the movement of the pusher and tramper cylinders. Having access to the controller allowed for control over machine parameters and trending of important values.
From the gathered trends and previous suspicions of oil contamination, the initial diagnosis was a faulty proportional valve. The AFF technicians on site changed the valve but the problem remained.
With the proportional valve eliminated, Motion engineers knew they had to dig deeper to find the cause. That would mean recording the oil pressures inside the cylinder by suspending the automatic operation of the cylinder and driving it manually with an open-loop signal.
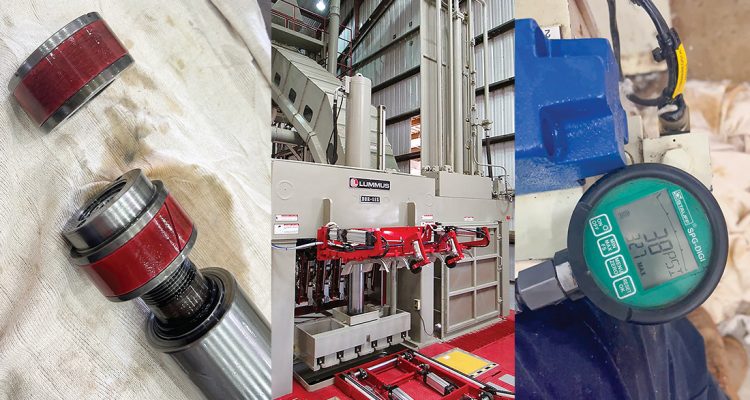
Unfortunately, there was not any suitable data logging equipment available on site. As an alternative, site technicians fitted a pressure gauge to a gauge point on the pusher cylinder, and a mobile phone was used to record video of the gauge as the pusher was driven remotely. The video was then sent to Motion where pressure data was extracted and time-aligned with trends from the motion controller for analysis.
Plotting and analysis of the results revealed a high likelihood of significant oil leakage in the system. With the valve ruled out, the evidence was pointing to a significant fault inside the cylinder; most likely wear or damage to the piston seal. The recommendation from Motion was to change out the cylinder.
Although initially reluctant, AFF site technicians swapped out the malfunctioning pusher cylinder with the spare they had on site. The change out was completed in less than two hours, the symptoms disappeared, and the plant was up and running again.
The innovative use of getting information remotely in addition to Motion’s specialist understanding of the characteristics and operation of hydraulic cylinders meant the job was completed with minimum disruption to operations.



